The precision of metal part processing has doubled.

The research has been published in the journal Russian Engineering Research. The study received funding from the Russian Science Foundation.
Repairing damaged metal parts is aided by powder laser cladding – a process where a metal powder is applied to the surface of the part and then melted by a laser. This creates a coating with high strength and wear resistance.
However, after cladding, it is necessary to remove surface irregularities and achieve the desired shape. Wire electrical discharge machining (EDM) is used for this purpose. Its advantage over other methods is that it does not apply mechanical pressure to the workpiece and allows for the processing of complex, thin, and fragile components – gears, cutters, engine elements, surgical instruments, and implants. This also requires high precision machining.
Scientists from Perm Polytechnic University examined the effectiveness of wire EDM and modeled the processing of gas turbine engine components. Samples were made from titanium alloy and steel, with titanium and copper powders additionally applied using the cladding method.
“It was found that at the junction of the metals, a discrepancy forms – an uneven ‘step’. The size of this step depended on how significantly the physical properties of the interacting metals differ. For example, between the alloy and the titanium powder, the ‘step’ measured 0.02 meters, while in the case of the steel and copper connection, which has more heterogeneous properties, it was 0.06 meters. Such a defect can ruin the finished product,” explains Timur Ablyaz, director of the Higher School of Aircraft Engine Engineering at PNIPU and a candidate of technical sciences.
Researchers from Perm Polytechnic University developed recommendations to enhance the accuracy of wire EDM. First, it is essential to carefully select the appropriate wire tilt angle. The processing is best carried out in two passes, with the second being less stringent. The accuracy of the work can be predicted using preliminary mathematical modeling.
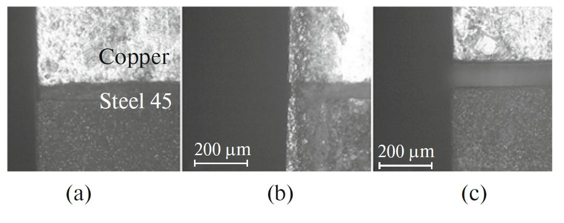
To validate their findings, the polytechnic researchers conducted repeat modeling and then performed an experiment. They processed a steel and copper alloy in three variations: without considering the recommendations, with two passes, and with the correction of the wire angle. Both the model and practice demonstrated that the proposed methods reduce processing errors by half.
The recommendations from the scientists at Perm Polytechnic University will significantly enhance the accuracy of wire EDM for metal products. This will help avoid defects and surface irregularities, as well as improve the quality of components with complex geometries – engines, molds, gears, and implants.